System minimalnego smarowania Haas
Wierć otwory, formuj gwinty, wykrawaj formy i obrabiaj metal – bez chłodziwa.
Wierć otwory, formuj gwinty, wykrawaj formy i obrabiaj metal – bez chłodziwa. System minimalnego smarowania od Haas (MQL) zapewnia stały dopływ sprężonego powietrza
i niewielkiej ilości cieczy chłodząco-smarującej bezpośrednio do narzędzia skrawającego lub gwintu, co obniża temperaturę, usuwa wióry i zapewnia odpowiednie smarowanie.
Ilość używanej cieczy jest niewielka, ale wystarczająca, aby zapewnić odpowiednią wydajność. Przedłuża to żywotność narzędzi i w niektórych przypadkach eliminuje potrzebę użycia chłodziwa podczas frezowania.
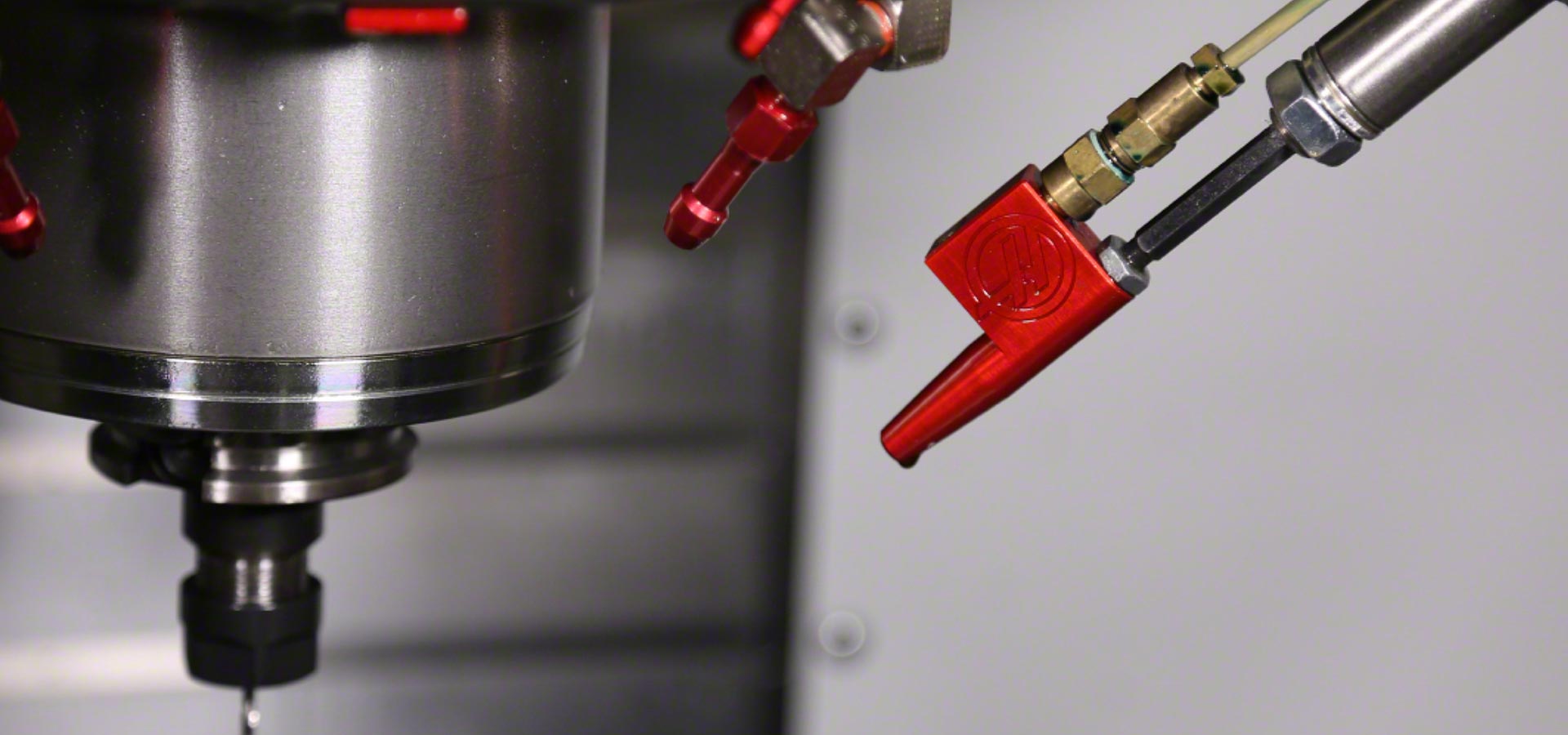
System MQL jest uzupełnieniem opcji automatycznego pistoletu pneumatycznego (AAG) od Haas. Oba te elementy są potrzebne do działania systemu, lecz nie stanowi to żadnego problemu, ponieważ zastosowanie pistoletu pneumatycznego obniży zapotrzebowanie na chłodziwo.
Kluczowe funkcje:
- MQL obejmuje zbiornik z cieczą chłodząco-smarującą, dyszę natryskową oraz regulator ciśnienia
- Zawór rozpylacza jest umieszczony na końcówce automatycznego pistoletu pneumatycznego
- Ilość cieczy doprowadzanej jest ustawiana za pomocą regulatora ciśnienia na zbiorniku
- Powietrze doprowadzane do zbiornika pochodzi z głównej rury rozgałęźnej maszyny
- MQL nie wymaga osobnego przewodu powietrznego
- Przewód powietrzny AAG jest podłączany do zbiornika MQL
- Wymagane ciśnienie powietrza mieści się w zakresie 2,7/4,1 bar (40/60 psi), zależnie od rodzaju cieczy
Korzyści:
- Dłuższa trwałość użytkowa narzędzia
- Ograniczenie przywierania wiórów
- Wyższa jakość części
- Aktywacja za pomocą funkcji M (M83/M84) lub ręcznie
- Czystsza maszyna – zarówno wewnątrz, jak i na zewnątrz
- Wióry są suche i gotowe do recyklingu
- W niektórych zastosowaniach MQL eliminuje potrzebę chłodzenia zalewowego
Przykład zwrotu z inwestycji (ROI):
Wykonaliśmy testy, których wyniki prezentujemy poniżej:
- Standardowe gwintowniki pracują z prędkością od 30 do 80 stóp na minutę (SFM) przy zastosowaniu chłodziwa
- Standardowe gwintowniki pracują z prędkością od 150 do 300 SFM przy zastosowaniu cieczy chłodząco-smarującej
- Jedna operacja 150 gwintowanych otworów z chłodziwem przy 80 SFM = 10 minut
- Jedna operacja 150 gwintowanych otworów z cieczą chłodząco-smarującą przy 160 SFM = 5 minut – czas cyklu krótszy o 50%
- Czas zwrotu: 1 tydzień





